sxh@szshixinghong.com
sxh@szshixinghong.com 18126159720
18126159720 2172418768
2172418768

 地址
地址


机械维护保养
1.气压系统
(1)气压系统中包含了三联组合,电磁阀,节流阀,消音器,气缸等,此装置主要提供空气给主轴上方之打刀缸、主轴吹气以及刀库之气压缸使用。(注:下图是三联组合)
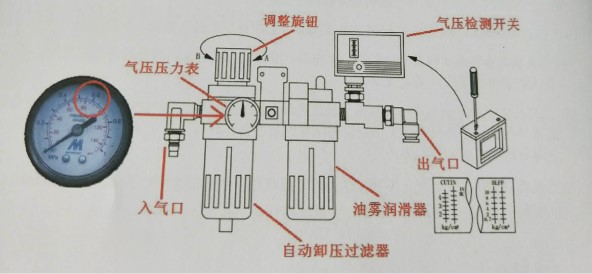
(2)左侧是气压检测表,在调节气压时,请将气压调整旋钮往上轻轻一拉, 然后顺时针方向族转,当指针超过转动到所标识气压表外医0. 6读数位置时便可,此时气压达到所需气压。(注调整阀顺时针旋转压力上升,逆时针压力下降,在调整好气压后,稍用力压下调整旋钮,切记不能调整压力过高否则会导致元器件损坏)
(3)右侧是气压检测开关,此检测开关出厂时已经调整好,无需在调整,指针所指位置是表示输入压在低于此气压压力时便产生异警。如需调整,请有一字螺丝刀旋转外壳上方调解螺丝便可。
(4)正常压力必须维持6-8kg/cm2,若使用者工厂太多机械必须使用空气,建议在机械旁边加装储气筒及逆止阀,供应之气压压力不可低于6kgf/cm2,否则机械将立即停止动作,并且有异常讯号显示于荧屏上。
(5)当空气压缩机长时间未排水,水会随管道进入机器内,当卸压过滤器装置内充满水时会自动排出,当机器停止未工作时也可人工排出里面水气,长时间不排水会损坏气压循环系统。(手动排水时,用手扭动卸压过滤器底部旋钮便可排水)
(6)当空气进入油雾润滑器中,会带走少许的油量,这些油量能将所有滑动的元件加以润滑,以增长元件寿命,这些润滑会到气缸,电磁阀,气压锁刀,主轴定位,ATC机构。油杯中的油量不可太多,以免空气流量太小,而使喷口的流速不足以产生真空,因此不能从容器中吸出润滑油。(尽量使用ISOVG32#抗压耐磨液压油或者VG20#号锭子油)
2.电磁阀
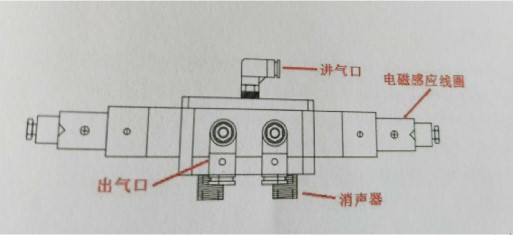
(1)方向控制阀提供最基本的回路控制法,可依照动作程序要求而使流体通路开关或作流动方向的改变,并可控制致动器的启动,停止,运动方向等。
(2)发生故障一般为尘屑:为故障之主因,通常由外部进气管路内不干净带入,灰尘等混入电磁阀感应线圈导致接触不良生锈或汽缸内而引发作动不良。润滑油不当:使用机油等,黏度过高之润滑油所引起。
(3)发生故障时请检查储油杯内油品是否合要求,同时必须定期检查本公司空气压缩机是否排水,气压组合卸压过滤器内滤芯是否被堵。
(4)消声器:装置于泄气口,以减少气体泄流噪音。
3.润滑系统
此机械的三轴导轨及滚珠丝杆是由自动注油器装置所供给的。自动注油器动作时,油会经由出油口送到各轴之油量分配器(Oildistributor) , 分配器将油平均分送至导轨、滚珠丝杆及滚珠丝杆两端的轴承内部作润滑(所需油品尽量使用ISOVG68#耐磨导轨油或者同等型号导轨油)。
(1)注油器是结合计时器、泵浦、液面检知装置、油箱及润滑油组合而成的,它提供润滑油经有管路分送至分配器(Distributor),分配器在将油平均分送至机械滑动面及转动机构内。注意所加油是否为在使用中请导轨油,否则油泵无法抽出油,长时间会导致油泵负载运行损坏。
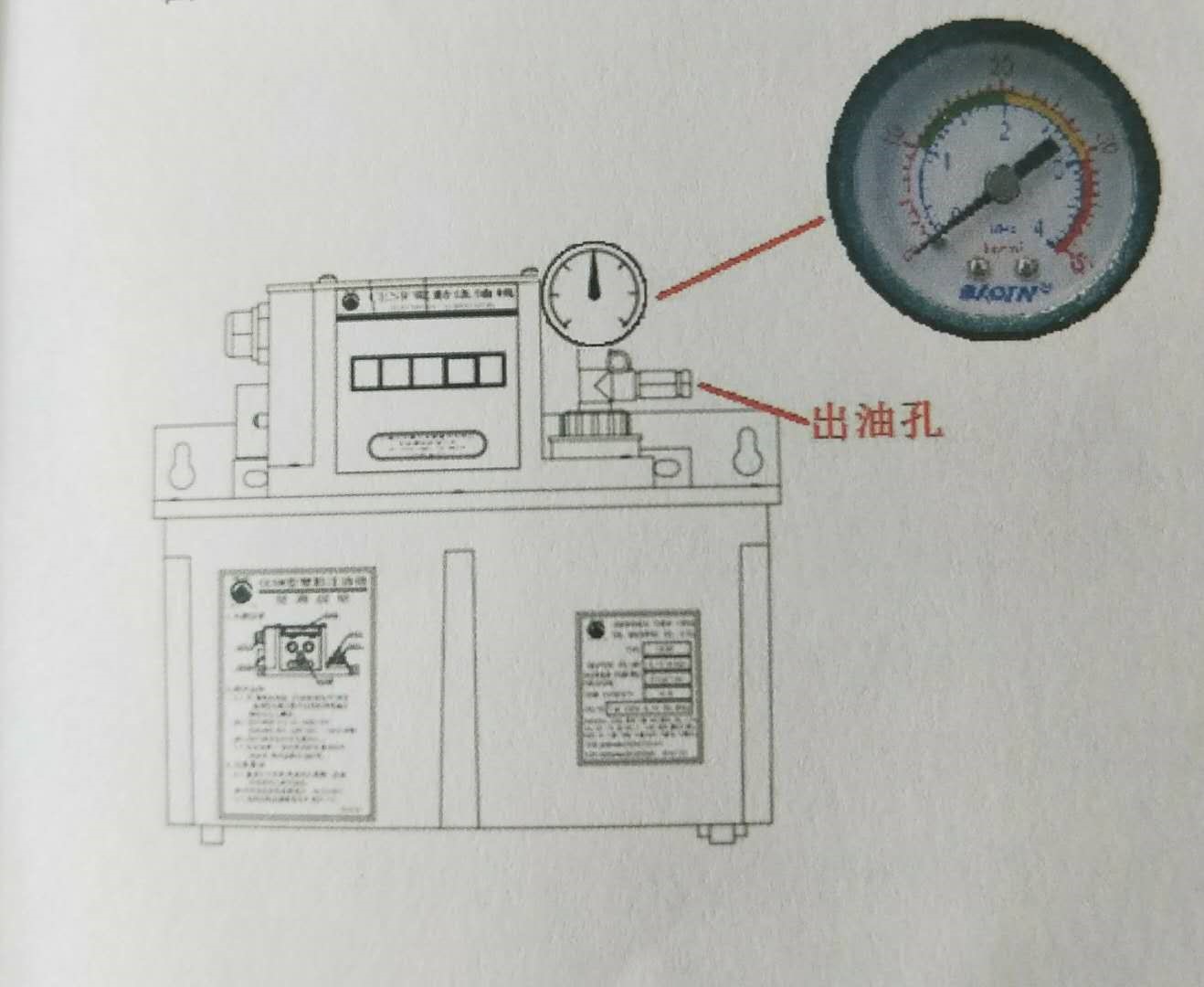
(2)当油箱内油量不足时,或者压力检测不到,油管破裂等,内部检知装置输出信号至NC萤幕,荧幕会出现异常警讯(LUBEALARM).此时位于注油器左侧蜂鸣器发出尖锐叫声,操作面板上LUBE 键会亮并以通知操作者发生异警。
(3)当注油器损坏须联系机器厂商更换,否则机器长时间缺油会导致导轨,滚珠丝杆等磨损变形。
(4)自动注油器动作说明:
自动注油器装置前部有两个计时器,他们可调整动作的时间及输出油的时间。右边计时器用以调整动作的时间,此刻度是以分钟计算。左边计时器用以调整给油的时间,此刻度是以秒钟计算。机床出厂前,我们已经将右边计时器调整为30分钟,左边计时器调整为15秒钟。每次注油输出压力为1.5kg/cm',这两个时间为最佳,请勿任意调整。(注: 油器正前方有一个给油键按钮,按下此钮时可强制注油器动作并输出油。若您认局注油器有问题时,可按下此钮并观察透明油管是否有油送出。)
4.电气箱热交换器
电器箱冷却装置经长期的使用后,将会产生震动、噪音或是积油、污垢,为了维持电器箱的冷却效能,必须要维持定的冷空气流量, 热交换器会把外面的空气,透过滤网送入电器箱中,所以滤网必须每周定期清洁,以免阻塞导致冷却效能下降。以达到工作效率虽然本热交换器,动力上只有风扇,已经将维护工作减少到最小,因此需要定期的给予保养维护。(注:热交换器位于电器箱门上)
|
(1) 关闭电源
(2)把滤网从热交换器上拆卸下来
(3)使用气枪清洁,或用肥皂水清洗滤网
(4)把滤网装回
(5)开启电源 |

5.切削泵浦/水箱
(1)每周检查切削液油/水量,水箱应维持2/3左右,由切削液水箱边缘的液面计可以看到当前切削液/油量,
(2)定期清洁排屑槽,例如钻孔加工产生的切屑会比较长,相较于铣削加工产生的细小的切屑,长碎屑需要更高频率经常去做清理,清理时请注意自身安全。
(3)切削液水箱应固定每隔一段时间做清洁,间隔时间长短依照机器使用情况及加工材质而定,长时间会产生污质沉积,一般来说约一个月要清洁一.次,废弃的切削液油请依规范做处理。(4)泵浦长期在高温或者潮湿的环境下工作,客户环境等影响。会造成泵浦损坏或者出现异常情况。每周固定检查泵浦是否有异音,出水无力,异警过载等情况出现。
(5)关闭电源,拔开泵浦与电器箱快速接头,检查有无油水进去泵浦接线盒或者管线损坏,从水箱中拔出泵浦查看过滤网是否有堵住等情况发生,如有请及时清洁处理。
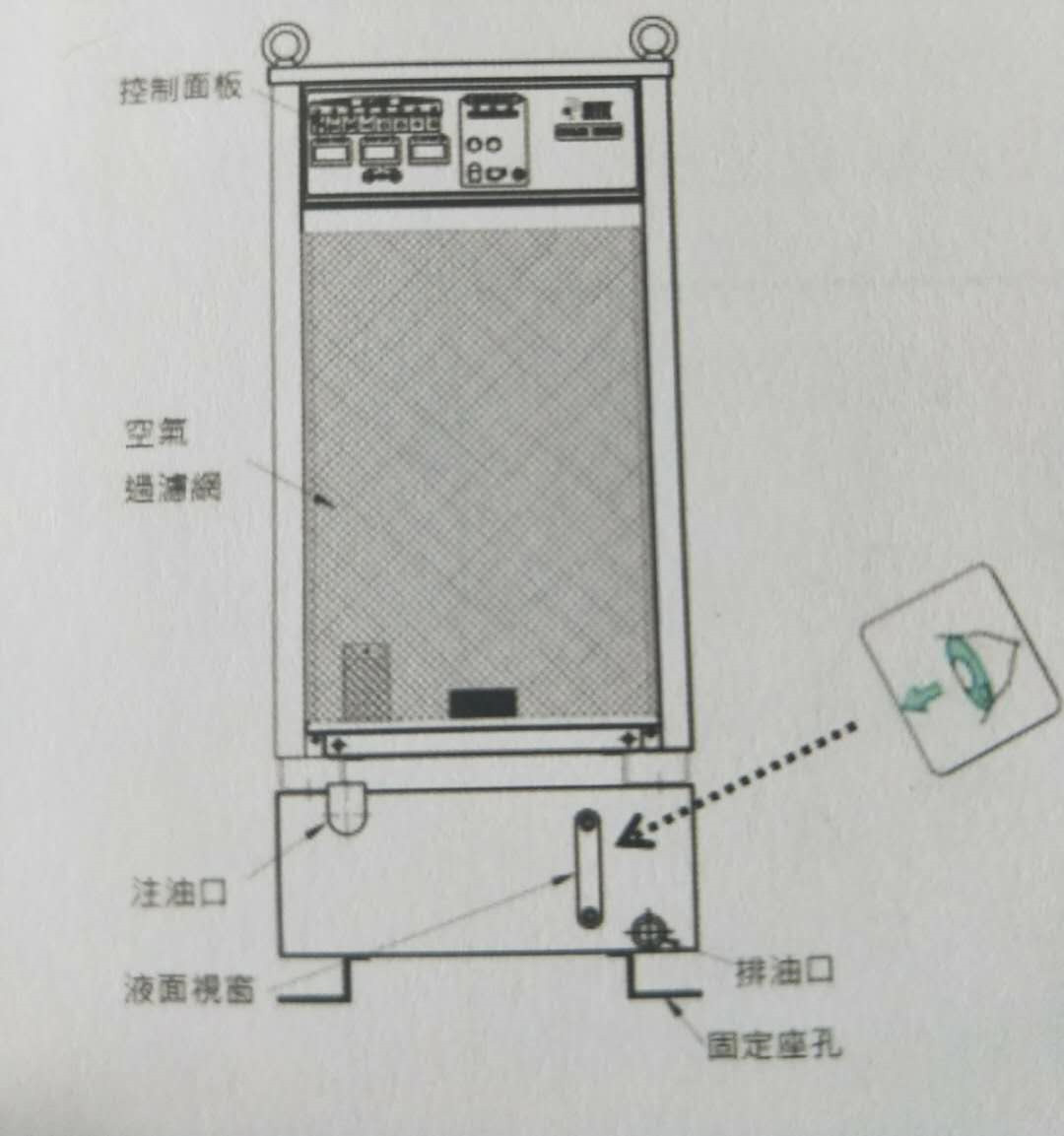
6.主轴油冷机
为了维持主轴油冷机的冷却效能,需要维持固定的空气流量,故空气滤网的定时清洁非常重要,阻塞的空气滤网将导致空气流量不足与机器过热。定期清洁的时间依照不同的工厂加工环境有不同的周期,灰尘越多的地方需要更频繁的清洁滤网,一般来说一周至少要清洁次。(注意:请使用ISOVG32#抗耐磨液压油,如加其它油品,会造成主轴损坏。)
|
(1)关闭电源
(2)把滤网从热交换器上拆卸下
(3)使用气枪,或用肥皂水清洗滤网
(4)把滤网装回
(5)开启电源 |
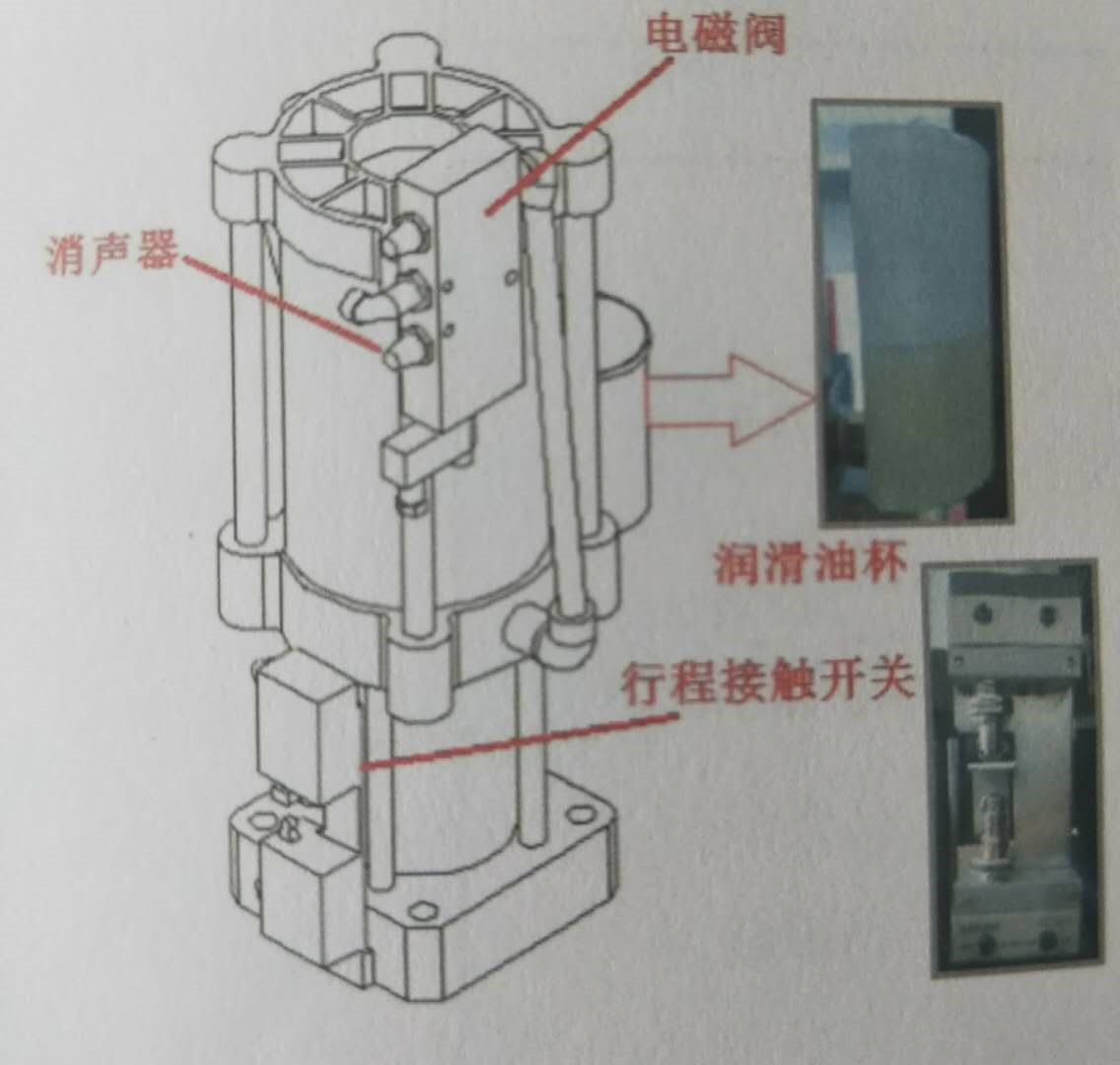
7.主轴打刀缸
打刀缸是在机床配有刀库时,提供主轴在换刀过程中松夹刀动力所用。当打刀缸在执行松夹动作时,气管会带着少许的油量,这些油量能将所有滑动的元件加以润滑,以增长元件寿命。(注:打刀缸安装在主轴头部上,加油时需打开头部钣金顶盖。)
(1)润滑油杯内每次加油不能过多,保持2/3之油量。(请加ISOVG32#抗磨液压油或同型号之油品)
(2)行程接触开关:是保证打刀缸在动作时能迅速感应到松夹信号,确保换刀时不会出现异警状况发生。
(3)主轴无法松、夹刀动作
原因: 1.打刀缸末端调整螺丝松动。2.打刀缸旁行程接触开关松动或损坏。3.控制打刀缸电磁阀损坏。
对策:1.检查打刀缸右侧油瓶是否有油。2.重新调整螺丝至适当位置。3. 使用手动让打刀缸动作,重新调整和固定接触开关或更换接触开关。4. 更换电磁阀。
(4)松、夹刀装置在出厂前都已测试完成,使用者不可在无故障,擅自拆开或调整本装置。